

 京东官方旗舰店
京东官方旗舰店













食品加工行业反渗透设备应用案例
一、食品加工漂洗环节的水质隐患与潜在风险
在食品加工行业里,水的纯净关乎着餐品的风味与食品安全问题。尤其对于鸡爪、毛肚等肉制品做成的风味零食,水质更是命脉。
水质直接影响着漂洗、深加工、保质期等关键质量标准。水质不达标,食品的风味,色泽就会出现严重问题,更甚者,还会埋下食安隐患。
选择专业净水设备,是食品加工企业筑牢品质根基的关键一步!但生产环节,企业往往会可能面临以下挑战:
1.水质污染导致食品安全隐患
部分地区自来水可能含有悬浮物、重金属或大肠杆菌等微生物,直接用于漂洗果蔬、肉类等原料时,存在二次污染风险;
传统过滤设备精度不足,无法有效滤除农药残留等溶解性杂质,影响产品质检达标率。
2.供水效率波动较大
食品加工厂通常需多工位同步漂洗,普通净水设备流量不足,导致水压不稳,漂洗效率低下;
水压波动引发的“水锤效应”可能损坏管道接口和滤芯,增加维修成本。
3.人工运维成本高
滤芯更换依赖经验判断,过早更换造成浪费,逾期更换则可能导致水质恶化;
金属管路锈蚀或PVC管老化,长期使用易析出有害物质。
问题根源:食品加工对水质的敏感性远高于普通场景,需同时满足“高洁净度”“高稳定性”“低运维成本”三大需求,而常规净水方案难以兼顾。
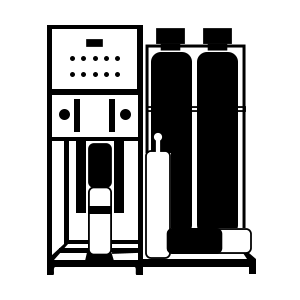
二、希力技术解决方案:打造三位一体的用水系统
基于行业痛点,希力提出“稳定+高效+省心”三位一体的技术架构:
1. 出水稳定 安全生产
五级RO反渗透过滤:滤除99%以上重金属、细菌及杂质,彻底破解泥沙、铁锈、余氯、微生物等水中污染,确保出水符合国家直饮水标准。
304不锈钢全密闭管路:杜绝管道锈蚀导致的铁锰离子污染,适配高温漂洗环境。
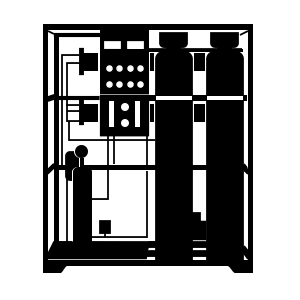
2. 生产效能提升
分机并联技术:单主机可扩展多出水口,满足清洗槽、喷淋设备、输送带等多点位用水需求
变频恒压供水:根据用水量动态调节功率,水压波动小,避免因水压不足导致的工作效率低下等问题。
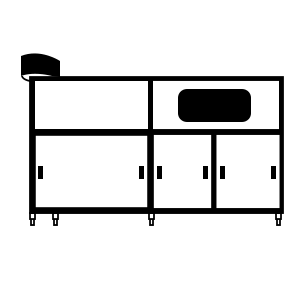
3. 智能化运维减负
全自动冲洗功能:每次停机后自动冲洗RO膜,减少结垢堵塞,滤芯寿命大幅度延长
水压表显:工作时设备内水压通过压力表直接显示,实时判断工作状态,降低停机风险



